高速伝送ケーブル:UV接着剤ではんだ保護、ポリアミド低圧成形
2025-03-20
|
目次: |
データセンターにおける高速伝送の背景
高速インターコネクトとデータ伝送の普及により、データセンターやAI/GPUサーバーでは高い信頼性が求められます。最適な接着剤の選定は製品寿命を延ばすだけでなく、製造・運用の両局面で信号の完全性と機械的安定性を確保します。
高速伝送ケーブルの分類:内部/外部
外部ケーブル(筐体外)はサーバー・スイッチ・データセンター機器間を接続します(AOC、DAC、ACC/AEC、トランシーバ、スイッチ用電源ケーブル、光ファイバー配線など)。
内部ケーブル(筐体内)はサーバー、ストレージ、AI/GPUモジュール内の高速信号・電力を接続します(MCIO〈PCIe Gen5〉、Oculink/Thinline/GenZ/EDSFF、Multi-Trak、電源ケーブル/バスバー/液冷コネクタ、SATA・MiniSAS・ライザ・漏洩センサ用ハーネス等)。
役割と適用:低圧射出ポリアミド・ホットメルト接着剤とUV接着剤
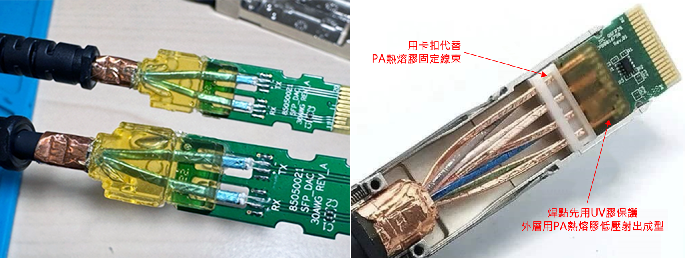
ポリアミド・ホットメルト接着剤(低圧射出)
はんだ接合部から距離を取りつつハーネスを固定。高い靱性と耐摩耗性、低誘電率による高速損失の抑制、耐熱・耐湿性(例:85 °C/85%RH)、難燃性、RoHS/REACH準拠により、強固な固定と耐久性を実現します。
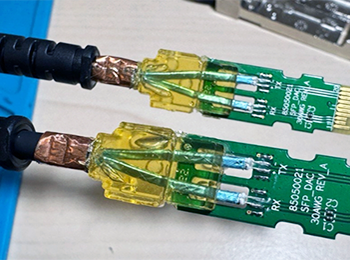
UV接着剤(はんだ部保護)
はんだ接合部を低干渉で保護。UV光で高速硬化し自動化ラインに適合、強い接着力(約17–19 MPa)、極めて低い誘電率/誘電損失でインピーダンスを安定化し、低吸水率と成形性により高温・高湿環境にも適応します。
内部/外部ケーブルの接着適用戦略
外部ケーブル
ポリアミド・ホットメルトでハーネス構造を固定し、UV接着剤で光/銅の終端を安定化。必要に応じて金属ハウジングを追加して物理的保護を強化します。単一材の選択肢として、PA のみでの外装オーバーモールド/外部保護、またはUV のみでの精密なはんだ部封止も有効です。
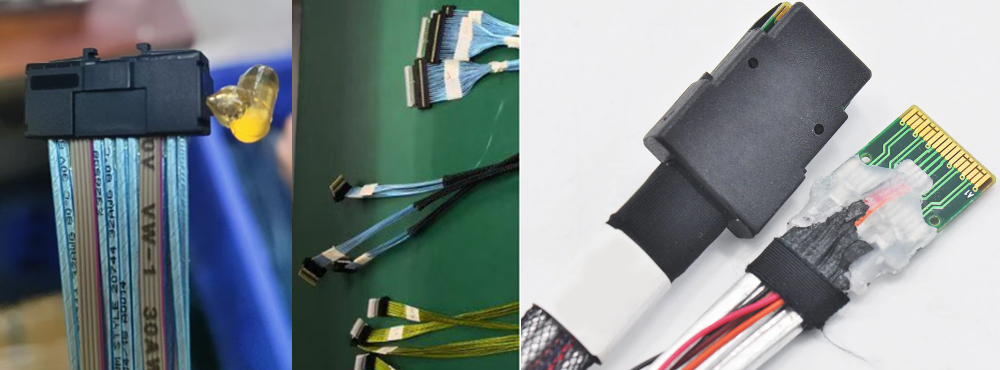
内部ケーブル
狭小で振動の多い環境では、UV接着剤で接合部を封止・保護し、ポリアミド・ホットメルトで外装を成形。選択肢として、UV + 従来外装 + PA 充填でシール性/耐振動性を高める、UV + 直接 PA 外装成形で工程を簡素化する、または三層(UV → PA 充填 → 樹脂外装)で安定性をさらに向上させる方法があります。
なぜUV接着剤とポリアミド・ホットメルト接着剤か
-
信号完全性の維持:低誘電率で高速データ損失を低減
-
機械的信頼性の向上:強固な固定で振動・コネクタ緩みを抑制
-
長寿命化:防湿・防塵・防酸化により長期稼働に対応
-
自動化適合:UV高速硬化とPA低圧成形がスマート製造に適合
顧客による実測結果
2025年、OSFP(Octal Small Form-factor Pluggable)分野のリーディングメーカーにより、6059のOSFP用途評価が実施されました。当社は接着剤製造に特化しており、IR解析の専門設備を有していないため、以下の内容は顧客による原データをそのまま引用したもので、当社による加工・改変は行っていません。
外観および塗布検証方法
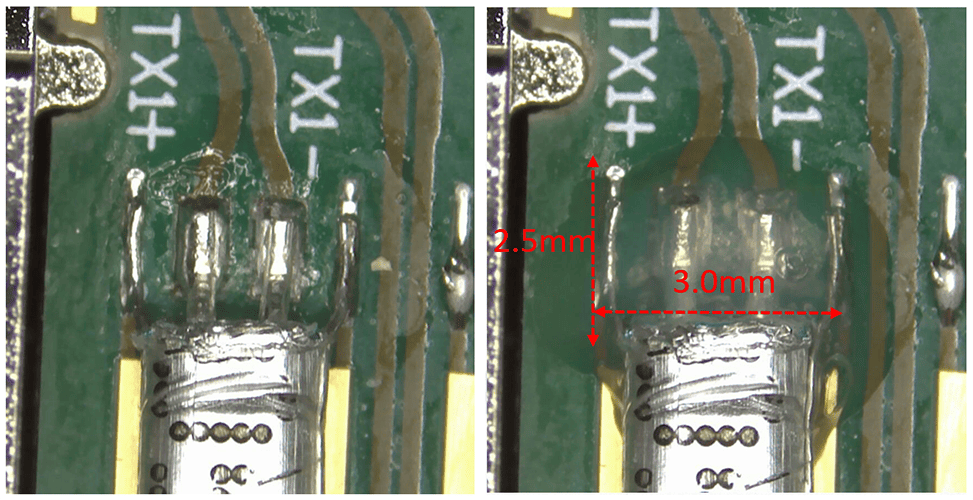
実機OSFPモジュールを用いて検証を行い、塗布サイズは 3 × 2.5 × 1.35 mm(高さ) としました。塗布前後の測定結果を比較し、各周波数帯における 挿入損失(Insertion Loss, IL) の変化を評価しています。
挿入損失(Insertion Loss)
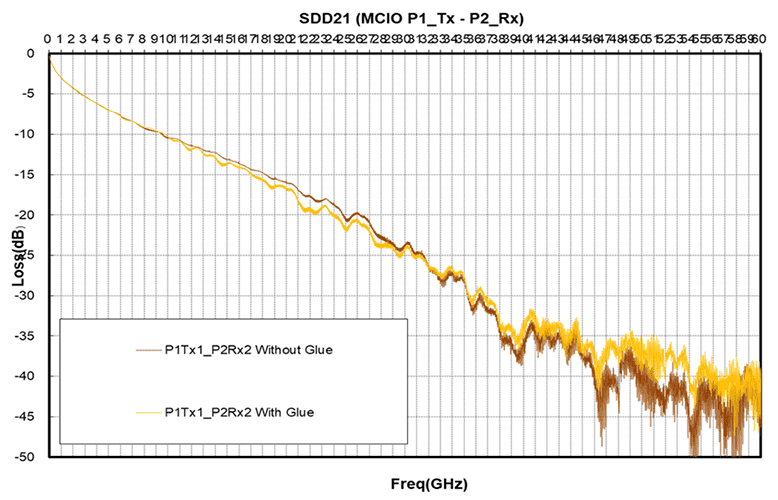
本製品では両端のワイヤーボンディング領域に塗布が必要なため、両端塗布完了後の測定結果を 塗布前データ と比較しました。
-
主要監視頻点:26.56 GHz
-
塗布後の IL は約 1.2 dB 増加
-
40G未満では許容外の非線形変化は確認されず
-
全体として 許容範囲内
インピーダンス
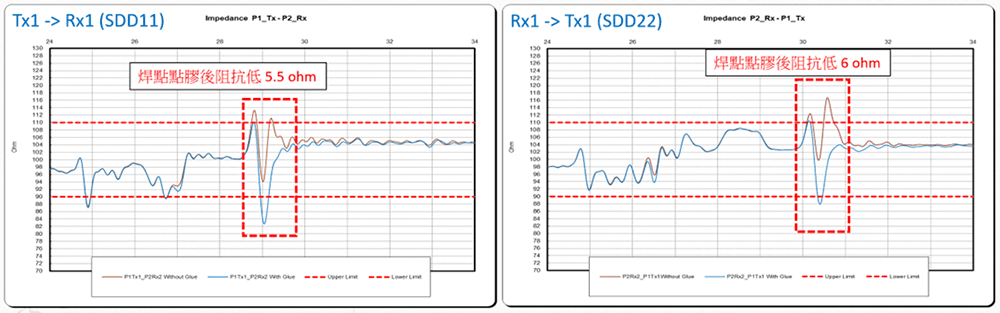
高周波測定および高速立ち上がり時間を有するネットワークアナライザを使用した結果、上記塗布条件下におけるインピーダンス変動は以下の範囲に収まりました:
-
インピーダンス変動:約 5.5~6.0 Ω
-
理想的な制御範囲内
-
塗布寸法の管理により、さらなる改善が可能
評価されたサンプルの中で、6059は挿入損失(IL)への影響が最も小さい接着剤でした。
よくある質問(FAQ)
Q. 従来材料の代替は可能ですか?
A. 可能です。高周波・高速用途で誘電・機械特性に優れ、従来のホットメルトやシリコーンより適合性が高いといえます。
Q. UV接着剤は伝送品質に影響しますか?
A. いいえ。硬化後の低誘電率により光・銅いずれの信号にも干渉しません。
Q. 低圧射出で導体が熱損傷を受けませんか?
A. 従来射出より低温で成形するため、微細導体や繊細部品を保護できます。